Glue-Laminated Timbers
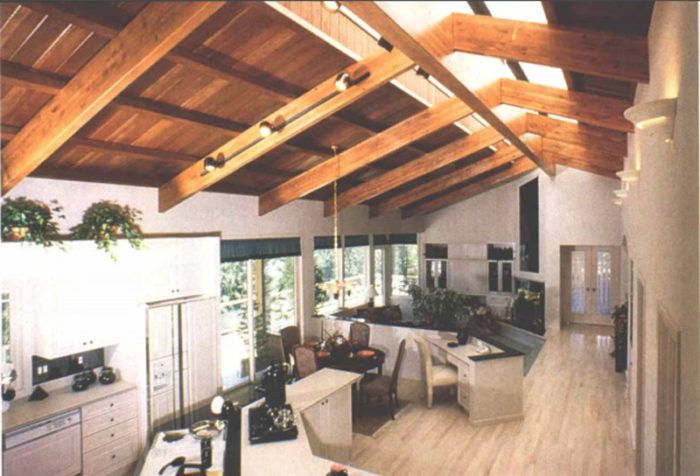
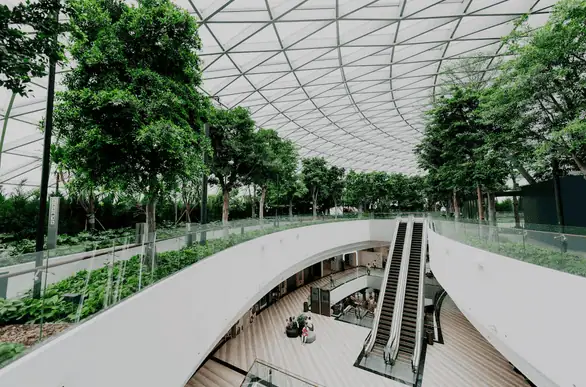
Glue-laminated timbers, commonly known as glulams, have traditionally been used in large-scale commercial and institutional constructions, such as shopping centers and churches, where their exposed frameworks are a notable feature. However, their application is expanding into residential construction due to evolving homeowner preferences for open floor plans and exposed beams that require long, clear spans. The increasing scarcity and cost of sawn timbers, traditionally milled from large, old-growth trees, have made glulams an attractive alternative. This shift is expected to double glulam sales within the next decade.
Glulams offer both structural strength and aesthetic appeal, serving various purposes in residential buildings, including arches, headers, girders, ridge beams, joists, and rafters. They are manufactured by face-laminating dimension lumber with structural adhesives, a process that allows for the creation of beams that are significantly longer, wider, and deeper than their sawn timber counterparts. This manufacturing method also contributes to more efficient wood utilization, as the wood is typically sourced from second- and third-generation trees, thereby reducing pressure on old-growth forests.
The production of glulam beams involves several key steps. Laminations, usually consisting of 6-foot to 20-foot lengths of 2x dimension lumber (or 1x for tightly radiused arches), are kiln-dried to achieve an average moisture content of 12%. These lumber pieces are then end-joined using structural finger joints and a waterproof, synthetic-resin adhesive, such as melamine, phenol, resorcinol, or phenol-resorcinol-formaldehyde. In the United States, Southern yellow pine or Douglas fir are the most common wood species used, though redwood, Alaska yellow cedar, and Western red cedar are also employed.
While theoretically unlimited in size, practical constraints such as truck and rail transportation limit glulam lengths to approximately 100 feet, with oversized trailers required for beams exceeding 60 feet. Most glulams are horizontally laminated, with adhesive applied to one wide face of each lamination before being placed in a clamping jig. The adhesive cures at room temperature, developing sufficient strength within 6 to 24 hours to allow clamp removal. A subsequent conditioning period allows the adhesive to achieve full strength. Post-conditioning, glulams are surface-planed and crosscut to the required length. Tapered glulams and arches undergo specific machining to achieve their final shapes. Edges are eased, and any surface imperfections like splits and knots are plugged and smoothed to meet appearance-grade standards. Some manufacturers also provide additional services, including boring connector holes, applying end sealers, primers, or surface finishes, and supplying fasteners, hangers, and engineering assistance. Before shipment, glulams are wrapped in protective kraft paper or a housewrap-type material to keep them dry, allow them to breathe, and prevent surface damage during storage, transport, and erection.
#GlueLaminatedTimbers #Glulams #EngineeredWoodProducts #ResidentialConstruction #StructuralBeams #BuildingMaterials #SustainableForestry #WoodLamination #ArchitecturalDesign #GlueLaminatedTimbers #Glulams #EngineeredWoodProducts #ResidentialConstruction #StructuralBeams #BuildingMaterials #SustainableForestry #WoodLamination #ArchitecturalDesign
0 comment in total
You may also like

Timber

15 Types Of Wood That Are Easy To Build With

Hundreds of layers of beech wood are aligned, combined and gently sculpted

The Best Wood Glue For Home Improvement Projects If You're Balling On A Budget


Wood Treatments

Building Materials - Building Supplies

Eco-friendly materials: the future of residential and commercial construction

In Depth: Engineered wood products


Every DIYer Should Have One of These Carpenter-Approved Wood Glues

Furniture makers nail it with old-time fasteners

In Depth: Deck Fasteners
Plasterboard

Tree Forks As Natural Composite Joints In Architecture

Mouldings | Decorative Moulding

Interior Timber Wall Cladding

Specialty adhesives (Bostik)


Mass Timber Primer


Plywood Sheets

In Depth Extra: Deck fasteners
Shiplap Cladding